
Úgy tartják, hogy az alkatrészek kiforrasztása legalább háromszor nehezebb a beforrasztásuknál. Az alaplapok javítása esetén ez hatványozottan igaz. Az összetettebb NYÁK esetén könnyű belefutni egy-egy nehezen kiforrasztható alkatrészbe. Elsődlegesen a többrétegű, furatgalvanizált NYÁK és a nagy, egybefüggő vezetőfelületek okozhatnak komoly fejfájást. Előfordul, hogy 3 kondenzátort probléma nélkül kiforrasztható egy alaplapról, de a negyediknél már lehetetlen vállalkozásnak tűnik megtisztítani a furatot. Az Interneten ezzel kapcsolatban is rengetegen osztják az észt, de vannak módszerek, amelyeket senkinek nem javasolnék.
A probléma forrása
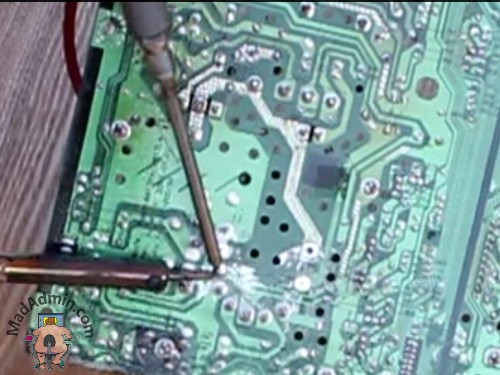
A kiforrasztásnál legtöbbször nem a többrétegűség a legnagyobb ellenség, hanem a nagy és egybefüggő fémfelületek, amelyek nagyon komoly hőelvonást okoznak. Nem mindenki van tisztában vele, hogy a PC alaplapoknál az egyik közbenső réteg általában egy egybefüggő föld. Csupa jó tulajdonsága van, árnyékol, segít az egyenletes hőelosztásban, egyszerűbbé teszi az áramkört. Egy apró probléma azért van vele. A hagyományos pákával történő kiforrasztást megnehezíti, esetenként szinte lehetetlenné teszi.

Gondolj csak bele, az alaplap mondjuk 1.57 mm vastagságú, a vezetőréteg vastagsága mondjuk 0.035 mm, de a furatgalván ennek is csak töredéke. A pákával jó esetben 2-4 mm2 felületen melegíted a forrszemet és az alkatrészlábat, és próbálod az ón olvadási hőmérsékletéig melegíteni azt, ami egy 244 x 305 mm, azaz közel 74420 mm2 területű, nagyon jó hővezető képességű rézfóliához csatlakozik. Normál pákával kevés az esély rá, hogy minden rendben menjen.
Nem állok neki leírni itt, hogy miképp működik az ónszippantó, csak 1-2 apróságot és a magánvéleményemet írnám le a szerszámokról és módszerekről, amiket a fent vázolt problémánál egyes fórumokon ajánlani szoktak.
1. Ónszippantó
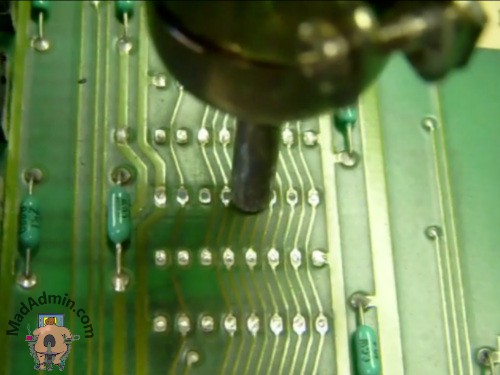
Az ónszippantónál a nagyobb méret általában nagyobb szívóerőt, de nehézkesebb kezelhetőséget jelent. A 8-12 ezer forintos modellek pont annyira használhatóak, mint a 800 forintos társaik. Az igazán problémás paneleknél szinte képtelenség a pákát és az ónszippantót olyan gyorsan kezelni, hogy az ón ne hűljön vissza mire az ónszippantóval nekiesünk. Vannak, akik a technikájukat tökéletesre fejlesztették, és 1/20 másodperc alatt szippantanak a pákával azonos oldalról. Vannak olyanok is, aki az orrukon képes egyensúlyozni egy széket, de erre azért nem lesz mindenki képes.

TIPP 1:
Mindig érdemes friss ón hozzáadásával kezdeni a műveletet. Egy ismert olvadáspontú, jó minőségű ón sokat segíthet az ismeretlen, ólommentes, esetenként magasabb olvadási hőmérsékletű ón eltávolításában.
TIPP 2:
Nem érdemes próbálkozni a kisebb ónmaradványok eltávolításával, vagy kijön egy szippantásra az egész, vagy nem. Semmi értelme szétégetni a hőátadó közeg nélkül maradt, néhány mikron vékonyságú forrszemet és furatgalvánt. Ha nem jött ki, akkor kis pihenő után, friss ón hozzáadásával ismét lehet próbálkozni.
TIPP 3:
Ha a pákával és az ónszippantóval lehetőség van ellentétes oldalról dolgozni, akkor a siker lehetősége megsokszorozható. Az alkatrész eltávolítása után alkatrészoldalról könnyen kiszippantható a furatból az ón, ha a pákával a túloldalról melegítünk. A kukába szánt alkatrésznek sem gond, ha az alkatrészoldalról a lábát melegítjük pákával miközben a forrasztási oldalon az ónszippantót tartjuk készenlétben.
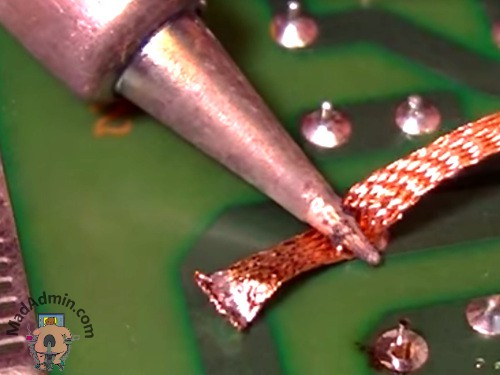
2. Ónszívó-szalag
Az ónszívó-szalag (vagy harisnya) nagyon-nagyon jól használható eszköz, de a nagy hőelvonású helyeken nagy teljesítményű pákát kíván, és nehézkes lehet használni. Sokan esküsznek rá, de én nem láttam még olyat, aki egy tényleg problémás alaplapon furattisztításra eredményesen használta volna. Egy kisebb teljesítményű páka néha önmagában is képes „odafagyni” a nagy hőelvonású helyhez.
TIPP 1:
Nem érdemes túl vastag ónszívó-szalagot használni, mert az már önmagában is sok hőt von el. Szerintem az 1.5 mm vastagságú szalagnál vastagabb csak fölöslegesen nehezíti az életünket.
TIPP 2:
Az ónszívó-szalagok között nagy különbségek vannak, de nem a réz-fonatban keresendő az eltérés, hanem a folyasztószerben. Egy kis flux hozzáadásával egy olcsóbb szalag is tökéletesíthető.
TIPP 3:
Érdemes tesztelni az adott hely hőelvonását még a szalag használata előtt, mert kínos egy egyébként is nehezen forrasztható helyhez akaratlanul hozzáforrasztani még egy ónszívó szalagot is.
3. Rézvezeték
Néha egy fluxozott rézvezeték is segíthet a furat megtisztításában. Az eljárás működik, de érdemes nagyon-nagyon óvatosan kezelni. Néhányan esküsznek a módszerre, de egy nagy hőelvonású panelen nem egyszerű ezzel dolgozni. A sokáig melegített, folyamatosan húzott rézvezetéken könnyen szembetalálkozhatunk a furatgalvánnal. Ha ez megtörtént, akkor túl is vagyunk a munka nehezén, mert lehet boltba menni egy új alaplapért.
TIPP:
Nem ajánlom.
4, Forrasztókád
A módszer lényege, hogy a forrasztási oldalt egy olvadt ónnal színültig telt forrasztókáddal melegítjük fel. A furatokat meg sem kell tisztítani, mert a beforrasztásnál elég a kád fölött a helyükre pakolni a cserealkatrészeket. Az eljárás brutálisnak tűnik, de ezzel a módszerrel a NYÁK rézfóliájának hőelvonása nem okozhat gondot. A rövid forrasztási idő miatt az alkatrészek károsodása sem valószínű, így ez egy szinte kíméletes módszer.

TIPP:
Szervizben, elkülönített asztalon kellő gyakorlattal és körültekintéssel ez egy nagyon gyors és egyszerű megoldás, de otthoni körülmények között a féldeci 250 fokos ónnak vannak veszélyei. A veszélyek mellé jön még, hogy a forrasztókád és a forraszanyag egyáltalán nem olcsó mulatság. Nem ajánlom.
5. Előmelegítés
Hajszárító, hőlégfúvó, tűzhely, sütő is képbe kerül egyeseknél. A magyarázatokban arra alapoznak, hogy a 100-150 fok közé előmelegített NYÁK kevesebb hőt von el a pákától. A probléma ott van, hogy a szakszerűtlen melegítés, a hosszabb ideig tartó 100-150 fok (vagy sokkal több) önmagában is komolyabb kárt okozhat, mint aminek az elhárítását a javítás célozza.
TIPP:
Nem ajánlom.
6. Sűrített levegő
Szokás szerint oroszoktól indult el ez is. A megoldás lényege, hogy a nehezen megolvasztott ónt nem elszívják, hanem elfújják pl. kompresszoros sűrített levegővel. Megemlítem itt, mint extrém megoldást, de senkinek nem ajánlom. Eszméletlenül balesetveszélyes. A szanaszét fröccsenő forró ónt az alaplapról sem egyszerű eltávolítani, de a szemből még nehezebb. Nem éri meg a kockázatot. Ebben a megoldásban az a legrémisztőbb, hogy van olyan gyártó, aki kiforrasztó állomás néven gyárt olyan pákát, ami sűrített levegővel tisztítja ki a furatot.
TIPP:
A gondolatát sem ajánlom.
7. Injekciós tű
A megoldás lényege, hogy egy pákával hevített, megfelelő vastagságú injekciós vagy varrótűt használnak a furat megtisztításához. A tűre nem tapad az ón, így az új alkatrésznek szabad útja lesz. Néhányan a tűt melegítik pákával, mások csak az ónt. A módszer továbbfejlesztéseként ismert a magas fordulatszámú fúróba fogott tű is. Vannak akik erre esküsznek, de a tűt melegíteni, egyenesen és egyenletesen mozgatni nem könnyű feladat.
TIPP:
Nem próbálkoztam vele, mert túl nehézkesnek találom.
8. Fúrás
Szintén oroszoknál láttam először a technikát, miszerint a furatban maradt ónt egyszerűen kifúrják egy kisebb, kézi fúróval. Szerintem 20% alatt lehet a sikerességi mutató ezzel a módszerrel, mert a furatgalvánt vagy kitépi vagy átvágja a fúrószár. A nem furatgalvános panelnél működhetne a dolog, de ott semmi értelme az eljárásnak, hiszen egy filléres ónszippantóval vagy szalaggal is könnyedén kitisztítható.
TIPP:
Sokkal több kárt okozhat, mint hasznot. Nem ajánlom.
9. Forrólevegős állomás
A forrólevegős állomás nagyon jó szerszám, csak nem a furattisztításra. A fenti problémára jó esetben csak semmi eredménye nincs a használatának, de rossz esetben a környező alkatrészeket vagy magát a panelt is a kukába küldhetjük vele. Sokan nem fogják fel, hogy a forrólevegős állomás nem egy kompresszor, hanem egy nagyon-nagyon hatékony melegítő eszköz. A Youtube tele van a forrólevegős állomások teljesen dilettáns módon történő használatával.
TIPP:
A galvanizát furatnál használni abszurd ötlet. Nem ajánlom.
10. Vákuumos kiforrasztópisztoly
A végére hagytam a legegyszerűbb és legtökéletesebb megoldást. A vákuumos kiforrasztó pisztoly jókora teljesítménnyel (80-160W) melegíti a forraszanyagot, amit az erős vákuum egy gombnyomás után tökéletesen kitakarít. Gyors, egyszerű, sem hozzáértést, sem rutint nem igényel a kiforrasztás ezzel. A vákuumos szívás olyan szinten takarítja ki a furatot, hogy az alkatrész magától pottyan ki. Sajnos, nagyon megkérik az ilyen eszközök árát. A Metcal, Hakko és Den-on céleszközök 100 ezer forint körül kezdődnek.
Az elborult árak miatt a sokan maguk készítenek bázis-állomást egy-egy olcsóbb, gyári pisztolyhoz. A szokásos forrasztóállomások mellé csak egy vákuumpumpa kell, ami 3-5 ezer forint körül beszerezhető az Ebayről, de egy autóbontós központizár vákuumpumpája is megfelelő a célra.

Létezik egy olcsó kínai páka, amely ónszippantóval van egybeépítve (Zhongdi ZD-211). A minőségén és a hőfokán kívül a 230 voltos működése is problémás. Vonzó a kb. 2000 forintos ára, de túl nagy eséllyel vágja haza az érzékeny alkatrészeket.
A következő lépcsőt a ZD-915 klónjai jelentik, amelyek 40 ezer forint körül szerezhetőek be. Néhol gagyi, néhol átgondolatlanok a megoldásai, de nekem bevált. 20 másodperc alatt kint van vele egy DIP20 tokozású IC, és a tökéletesen tiszta furatokba mehet is be az új.
TIPP:
A vákuumos pisztolynál egyszerűbb és jobb megoldás nincs, ha nem lenne drága valamennyi készülék, akkor fenntartások nélkül ajánlanám.
Bízom benne, hogy sikerült összefoglalnom az alaplapi kondenzátorcserék neten terjedő, jobb és rosszabb módszereit. Ha hozzá tudnál tenni valamit, akkor egy kommentben szívesen fogadom a véleményed. Egy-két hasznos tipp talán keveredett a bejegyzésbe, ami segít addig, amíg a mikulás egy Den-on SC7000Z vagy Hakko FR-300 kiforrasztó-pisztolyt tesz a csizmátokba. 🙂
Helló! Én csipeszpákát használok, Wellert, amivel felmelegítem a kondi mindkét lábát, majd egyből a pákával melegen tartott forraszanyagos furatba benyomom a kondit. 20 perc alatt 5-6 kondit cserélek gond nélkül. A pákahegy hegyes végűt használok, hogy láb nélkül is melegen tudjam tartani a furatot.
Ez is egy lehetséges megoldás, de ehhez azért nagy rutin kellhet. Egy olcsóbb nyáknál már néhány másodperc alatt megadja magát a furatgalván az ennyire direkt melegítéstől. A tűheggyel hogy lehet egyáltalán megfolyasztani az ónt egy teliföldes panelen? Én még a beforrasztáshoz is inkább méretesebb vésőhegyet használok.
Mondjuk hol vannak ezek a megoldások ahhoz, amikor egy orosz fickó egy okostelefonon BGA tokozású chipet cserélt pár perc alatt, a célszerszáma meg serpenyő volt a gáztűzhelyen. 🙂
Üdvözlöm!
Ezt a készüléket esetleg ismeri?
http://commed.addel.hu/29776-onszippanto-pumpa-es-allomas/564911-onszippanto-allomas-digital-915
Ha igen, ajánlaná?
Ez is egy ZD-915 klón. Nekem más színben, más gyártótól van egy ugyanilyenem, és elégedett vagyok vele. Szeretem, mert könnyű vele dolgozni, de mégsem tudom, hogy jó szívvel ajánlhatom-e. Manapság túl sok furatszerelt áramkörrel nem fut már össze az ember. Ipari felhasználáshoz nem ajánlható, mert ez inkább csak hobbiszerszám, hobbiszerszámként viszont nem biztos, hogy mindenkinek megér ennyit.
Nekem a 8bites számítógépek gépek miatt kellett. Az öreg, esetleg itt-ott sérült nyákokból néha nagyon nehéz a soklábas alkatrészeket épségben kiszedni ilyen szerszám nélkül.
Nagyon köszönöm a válaszát!!
Régóta töröm a fejem hogyan tudnék biztonságosan kiforrasztani. Nézegettem kiforrasztó állomásokat melegített asztal+infra vagyforró levegő felűlről de valahogy nem tudtam elképzelni hogyan fogok odaférni…én azért a cikk hatására rendeltem egy ZD-915 klónt…hobbira 🙂
Ha nem lesz nagyon kihasználatlan, akkor nem fogod megbánni. Könnyű vele dolgozni. 🙂
Eléggé idegtépő mikor a ZD-915 klónomba beleragad az ón-olvadék.
Célszerű minden második szippantás után tisztogatni, a mellékelt hosszú, lyukreszelő-szerű tisztító-eszközzel.
Magát a vákuumos pákát az EBAY-ról vettem a közeli Lengyelországból, kb 100 Euróért szállítással együtt.
Nekem SolderPeak (SP-1010) fantázianevű van ebből. A TME-től valamivel 100 euró alatt jön ki szállítással, számlával. Viszont az általad említett belefagyás nálam nem fordult még elő egyszer sem, én csak a munka befejezése után, elpakolás előtt szoktam megtisztítani azokkal a pálcákkal.
300 Celsusra állítottam a hőmérsékletét.
Lehet hogy kevés ?
Elvileg a 300 nem kellene, hogy túl kevés legyen. Én 340 körül szoktam dolgozni ezzel, a problémásabb helyeken maximum adok hozzá egy kis friss ónt.
Én azt javaslom, hogy mérd meg, hogy a csúcs hőmérséklete ténylegesen eléri-e a beállított értéket, vagy esetleg újra kellene kalibrálni az állomást.
Friss ónt én is mindig adok hozzá.
Szerencsére olyan gyakran nem használom inkább új berendezéseket tervezek-építek (ha van rá vevő 🙂
Csak akkor használom ha menteni kell magát a NYÁK-ot és nem tudok hozzáférni oldalcsípővel az IC vagy más akatrészek lábaihoz.
Hello.Kis segítségre lenne szükségem.Hobbi szinten javítgatok,de a forrasztásnal néha akadnak problémáim.Egy Gordak 952 A állomást használok.Nem tudom olyan szépen beónozni a pákahegyet ahogyan videókban látom,elfolyik az ón.Nem sikerül szép,irányitott forrasztást csinálnom(arra gondolok,hogy nem tudom szépen elvezetni,elhúzni az ónt egy kondi lábain.Az igazsághoz tartozik,hogy gyantaszállas ónt használok.A kérdésem az lenne,hogy a gyantaszállas ón miatt vannak ilyen gondjaim ?.Egyszerün nem lesz szép folyékony az ón a pákától,apró golyókká formálódik.
Szia! Így látatlanban én a szennyezett, oxidált pákahegyre, vagy nem megfelelő minőségű forraszanyagra tippelnék. Ezek miatt szokott úgy tűnni, hogy a pákahegyet nem nedvesíti, hanem inkább „menekül” előle az ón. Nedves szivacsot vagy fémforgácsos pákahegy tisztítót használsz?
Esetleg nem melegíted túl az ónt? A kiégett, salakos ón is okozhat ilyesmit. A túl hosszú melegítés is lehet gond, de a pákahegy hőmérséklete is lehet túl magas az adott forraszanyaghoz.
Az alaplapi forrasztásnál a túl gyorsan lehűlő pákahegy szokott még problémaforrás lenni. Néha már egy picit vastagabb pákahegy is csodákra képes.
Én egyszerű Sn60Pb40 ónt használok legtöbbször, amiben 2% körüli flux van, de általában plusz fluxot is adok hozzá. Sima forrasztáshoz egy noname, gyanta alapú, SMD-hez meg az a méregdrágán árult Amtech vált be. Ezekkel nagyon szépen terül a forraszanyag.
Sajnos, csak ennyi ötletem volt elsőre.
Sziasztok!
A szép forrasztás nagyon sok mindentől függ. A forrasztó személytől is 🙂
Én munkahelyemen ipari teljesítmény-elektronikát javítok, mely tele van SMD-vel, teljesítmény FET-ekkel, IGBT-vel stb. Ezek forrasztásához különböző pákák kellenek. Én egy Weller munkaállomással dolgozom, mely 5 különböző pákából áll. Van közte két kiszedő (szívó) különböző fejekkel, két különböző teljesítményű beforrasztó és egy kis teljesítményű levegő páka. Sajnos a kínai pákákat nem ismerem, azokról nyilatkozni nem tudok.
Általánosságokban a forrasztásról azt mondanám, hogy először is nagyon fontos a felület tisztasága. Ha nagyon koszos a panel én először az ultrahangos kádba teszem, ez szép tisztává varázsolja. Ezután – ha lakkozott a felület – a lakk eltávolítása jön. Majd a kiforrasztás, gyanta eltávolítás.
Új alkatrészek beforrasztása: a felület tisztítására üveg ecsetet használok. Ez fontos, és ajánlatos eszköz. Nagyon fontos a jó minőségű forrasztó ón és a szintén jó minőségű folyatószer használata. ALPHA RMA-7 zselés folyatószert használok. Vigyázni kell a vásárláskor, mert sajnos nagyon sok helyen hamisat árulnak. Az eredeti jó minőségű ára 3 ezer Ft felett van.